

Proses produksi bola baja yang sederhana
Pembentukan bola kosong → pelepasan cincin → penggilingan kasar → penggilingan lembut → pembentukan bola kosong → bola halus (atau pengarsipan → penggilingan lembut) → penggilingan keras → penggilingan halus → penggilingan presisi (atau pemolesan) → penggilingan ultra presisi.
Proses produksi rinci bola baja
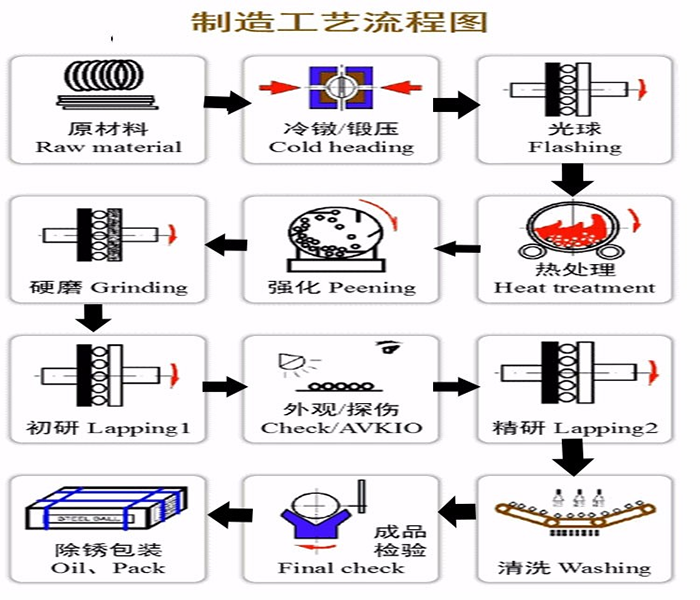
1. Gambar kawat: Regangkan kawat hingga diameter yang diinginkan menggunakan mesin gambar kawat;
2. Pos dingin (penempaan): Tempatkan kawat yang ditarik ke dalam mesin pos dingin bola baja, dan gunakan cetakan baja di dalam mesin untuk menempanya menjadi bola kosong;
3. Lightball: Dua pelat bundar bola gerinda besi cor di dalam mesin lightball menekan dan mengarsipkan embrio pos dingin untuk melepaskan cincin luar dan dua kutub pada embrio;
4. Bola lunak: Dua pelat melingkar bola gerinda besi cor di dalam mesin bola lunak menyimpan embrio bola ringan untuk menggilingnya menjadi diameter bola dan kekasaran permukaan yang diperlukan;
5. Perlakuan panas: Masukkan bola ke dalam tungku perlakuan panas, karburasi, pendinginan, dan temper untuk memberikan lapisan karburasi, kekerasan, ketangguhan, dan beban penghancuran tertentu;
6. Penggerindaan keras: Cakram roda gerinda di dalam mesin gerinda memberi tekanan dan menggiling bola kosong yang diberi perlakuan panas untuk menghilangkan lapisan oksida hitam pada permukaan bola dan memperbaiki keakuratan bola;
7. Pembersihan penggilingan/pemolesan presisi: Penggilingan presisi: Menggiling embrio bola gerinda di mesin gerinda presisi untuk mencapai presisi dan kehalusan yang diperlukan dari produk jadi;
Pemolesan dan pembersihan: Tuangkan bola ke dalam drum pemoles dan putar, lalu bersihkan permukaan bola dengan bahan pembersih pemoles dan air agar bersih dan berkilau;
8. Pemilihan penampilan: Gunakan inspeksi visual manual untuk memeriksa cacat pada permukaan bola baja, dan gunakan mikrometer untuk mengukur kebulatan sebenarnya, variasi diameter batch, dan gunakan pengukur kekasaran permukaan untuk mendeteksi kekasaran permukaan sebagai pemeriksaan akhir;
9. Pengemasan: Lapisi bola baja/bola baja tahan karat/bantalan bola baja dengan minyak anti karat dan kemas dalam kotak karton atau tas anyaman.
Dengan berkembangnya teknologi, permintaan akan bantalan tugas berat berukuran besar di industri manufaktur peralatan semakin meningkat baik dari segi kuantitas dan kualitas, dan persyaratan kuantitas dan kualitas pendukung bola baja bantalan besar juga perlu ditingkatkan. Variasi diameter kumpulan bola baja harus kecil, kekasaran permukaan bola baja harus kecil, akurasinya harus tinggi, dan perbedaan antara kekerasan inti dan kekerasan permukaan bola baja harus kecil. Diameter bola baja bantalan besar kini telah mencapai 150MM-200MM。
Proses pembuatan bola baja bantalan besar berbeda dengan spesifikasi biasa. Perbandingan berikut dibuat:
1. Proses pembuatan bola baja bantalan besar:
Pemotongan - Penempaan - Annealing - Pembubutan - Perlakuan Panas - Penggilingan Keras - Penelitian Awal - Penelitian Presisi;
2. Proses pembuatan bola baja bantalan spesifikasi biasa:
Gambar kawat - Pos dingin - Bola ringan - Bola lunak - Perlakuan panas - Penggilingan keras - Penggilingan halus;
Proses pembuatan bola baja bantalan impor
1) Peralatan manufaktur menggunakan bola baja bantalan impor
2) Pertama, gerakkan silinder hidrolik untuk memajukan pelat gerinda hingga bola baja bantalan dapat ditempatkan di antara kedua pelat gerinda.
3) Pasang outlet bola dan simpan dalam keadaan longgar. Jot spindel untuk mengisi ruang di antara dua pelat gerinda dengan bola baja, dan sesuaikan saluran keluar bola
Bilah pengumpul bola dipasang erat pada permukaan ujung pelat gerinda (atau roda gerinda) dan dipasang pada saluran keluar bola. Pada titik ini, disarankan untuk memberikan tekanan pada dua pelat gerinda untuk menggerakkan bola baja kromium agar berputar.
4) Tutup penutup pelindung, nyalakan pompa air, nyalakan baki material, dan nyalakan poros utama.
5) Sesuai dengan kebiasaan proses masing-masing pabrik, sesuaikan kecepatan spindel dan baki material, dan sesuaikan jumlah bola untuk memastikan bahwa bola baja di setiap alur pelat pemandu terdistribusi secara merata
Tersebar merata dan tidak tumpang tindih.
6) Sesuaikan tekanan penggilingan, putar sakelar tekanan pada panel operasi ke posisi terbuka, sesuaikan katup penambah tekanan pada panel stasiun hidrolik, dan naikkan
Tentukan tekanan dan kunci di setiap pabrik, dan perhatikan sistem hidrolik untuk menjaga tekanan saat startup.
7) Dalam kondisi kerja normal, status pengoperasian, tekanan, dan kelancaran masuk dan keluar host harus dipantau secara teratur.
8) Ketika bola baja mencapai ukuran dan kualitas permukaan yang ditentukan, pertama-tama kurangi tekanan kerja, lalu tekan tombol stop utama.
9) Siapkan wadah untuk melepas bantalan bola baja.